 Mate Solar Panel Monocrystalline PV Module 700W Golden Supplier for Canadian
Mate Solar Panel Monocrystalline PV Module 700W Golden Supplier for Canadian
 30 Years Warranty BIPV Teja Solar Roof Tiles Shingles Building Integrated Roofing Material Best Tempered Glass PV Solar Roof Tiles
30 Years Warranty BIPV Teja Solar Roof Tiles Shingles Building Integrated Roofing Material Best Tempered Glass PV Solar Roof Tiles
 Red 87W Solar Energy System Integrated PV Single Glass to Glass Modules on Roof Structure Home High Efficiency Solar Roof Tiles Polycristaline
Red 87W Solar Energy System Integrated PV Single Glass to Glass Modules on Roof Structure Home High Efficiency Solar Roof Tiles Polycristaline
 Vbsolar Tile 30W Tier 1 Solar Roof Tiles Single Double Glass Black Grey High-Power Solar Tiles Solar Panels Roofing Sheets
Vbsolar Tile 30W Tier 1 Solar Roof Tiles Single Double Glass Black Grey High-Power Solar Tiles Solar Panels Roofing Sheets
 House Solar Power System 10000 Watt Solar Panel Sun Tracking System 3kw 5kw 10kw Solar System 5000W Power Kit 5kVA
House Solar Power System 10000 Watt Solar Panel Sun Tracking System 3kw 5kw 10kw Solar System 5000W Power Kit 5kVA
 EEG Germany BIPV Solar Module Integrated & Roof Tile 2 in 1 Solar Roof Tiles
EEG Germany BIPV Solar Module Integrated & Roof Tile 2 in 1 Solar Roof Tiles
 Australia Cheaper Solar Tile BIPV Integrated Solar Panel Roof Tiles
Australia Cheaper Solar Tile BIPV Integrated Solar Panel Roof Tiles
 Enjoy Solar Three Phase PV String 30kw/40kw/50kw/60kw Solar Energy Inverter for Commercial and Industrial on Grid Solar Energy System
Enjoy Solar Three Phase PV String 30kw/40kw/50kw/60kw Solar Energy Inverter for Commercial and Industrial on Grid Solar Energy System
The global shift toward sustainable energy has positioned Solar Thermal and Photovoltaic (PV) solutions as the backbone of modern industrial infrastructure. In 2024, the demand for integrated solar systems is no longer just about generating electricity; it's about thermal management, structural integrity (BIPV), and carbon footprint reduction. From massive manufacturing plants in Southeast Asia to commercial malls in Europe, solar technology is being integrated directly into building facades and roof structures.
As a leading Solar Thermal Solutions Manufacturer, we recognize that industrial clients require more than just panels. They require high-reliability systems that can withstand extreme weather, provide long-term ROI, and integrate seamlessly with existing grid infrastructures. Our presence in over 80 countries reflects the universal need for energy independence and the decreasing cost of solar technology, making it the most viable alternative to fossil fuels.
Building Integrated Photovoltaics (BIPV) are replacing traditional roofing materials. Our solar roof tiles provide dual functionality: weatherproofing and power generation.
The move toward 700W+ monocrystalline modules ensures maximum power density, allowing commercial entities to generate more power in limited spaces.
IoT-integrated inverters and sun-tracking systems optimize energy harvest by up to 25% compared to static installations.
As a leading solar products manufacturer, Anhui Ran Solar Co., Ltd. specializes in the research, development, production, and global sales of high-quality solar PV products. Since our establishment in 2011, Anhui Ran Solar has achieved remarkable milestones, surpassing many competitors in production capacity, innovative designs, and technological advancements. We firmly believe that innovation drives progress, and we continually pursue new technologies and higher efficiencies to empower a sustainable energy future.

Currently, Anhui Ran Solar boasts a global production capacity of 7.5 GW, serving customers across more than 80 countries with premium products and professional services. By the end of 2023, over 15 GW of our solar modules have been deployed worldwide, powering residential, commercial, and utility-scale projects.
Innovation is at the core of Anhui Ran Solar’s strategy. We provide a full spectrum of advanced renewable energy technologies to meet the unique needs of every customer, whether utilities, commercial enterprises, or industrial clients. Our dedicated R&D team continuously explores next-generation solar solutions, including high-efficiency modules, bifacial technologies, and smart energy solutions.
We invest heavily in state-of-the-art laboratory equipment and recruit top-tier engineering talent, ensuring that our products remain at the cutting edge of the renewable energy industry. This relentless pursuit of technological innovation enables our customers to achieve higher performance, reduced costs, and superior reliability in their solar installations.
Equipped with industry-leading testing tools to simulate 25-30 years of environmental wear in weeks.
Tailored solar designs for complex architectural needs, including transparent and colored modules.
Dedicated to accelerating the global energy transition through reliable and affordable green tech.
At Anhui Ran Solar, our modularized, fully automated production lines enable rapid delivery, optimized costs, and consistent quality. We have segmented the production process into closely coordinated, automated sectors to maximize efficiency and minimize human error.
Over 40 patented technologies have been implemented to optimize production processes, covering every stage from raw material inspection to final packaging. Each step is monitored and recorded in real time, ensuring traceability, precision, and reliability across our manufacturing operations.
Stringent quality control is the cornerstone of our operations. Our products have achieved certifications for Quality Management System (ISO 9001:2015), Environmental Management System (ISO 14001:2015), and Occupational Health and Safety Management System (ISO 45001:2018) from both DNV GL and GZCC.

Procuring from our Chinese facility offers unparalleled strategic advantages for global wholesalers and project developers:
 BIPV Solar Panel Powered Roof Structure Home Solar Tile Roofing
BIPV Solar Panel Powered Roof Structure Home Solar Tile Roofing
 Germany Double Glass 4mm Thick Roofing BIPV Solar Panel Glass Facade Integrated Photovoltaics Roofing Tiles for Building
Germany Double Glass 4mm Thick Roofing BIPV Solar Panel Glass Facade Integrated Photovoltaics Roofing Tiles for Building
 Us Sustainable Home Integrated BIPV Roofing Tile Solar Roof Shingles Photovoltaic Tiles for Green Energy Roof System
Us Sustainable Home Integrated BIPV Roofing Tile Solar Roof Shingles Photovoltaic Tiles for Green Energy Roof System
 1600W 3000W Solar Inverter Solar Micro Inverter for Solar and Grid Charging off Grid Solar Inverter Solar Hybrid off Grid
1600W 3000W Solar Inverter Solar Micro Inverter for Solar and Grid Charging off Grid Solar Inverter Solar Hybrid off Grid
 25 Years Transparent Monocrystalline Silicon Tuiles Solaires Integrated Solar Roof Tile
25 Years Transparent Monocrystalline Silicon Tuiles Solaires Integrated Solar Roof Tile
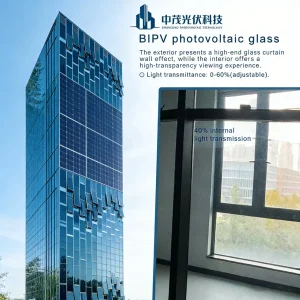 Cdte BIPV Solar Glass Curtain Wall with Thermal Insulation for Building Energy Efficient Facade System
Cdte BIPV Solar Glass Curtain Wall with Thermal Insulation for Building Energy Efficient Facade System
 Jinko/My Solar/Aioties 120 Cells 590W 590 Watt Wattage Monocrystalline Photovoltaic Solar Module
Jinko/My Solar/Aioties 120 Cells 590W 590 Watt Wattage Monocrystalline Photovoltaic Solar Module
 The Irish PV Roof Integrated Solar Roof Tile for New Roof Generate Electricity for Supermarket Commercial Mall Industrial Use
The Irish PV Roof Integrated Solar Roof Tile for New Roof Generate Electricity for Supermarket Commercial Mall Industrial Use